I have an Aluminum Divair that needs a lot of refurbishing, but the HP seat is actually holding pressure well. I am reluctant to remove it for a proper overhaul of the reg, since I hear they may not be available, and the questionable probability of it sealing again upon reassembly.
I'm wondering if there is a chance of being able to make one out of nylon stock, but can't tell enough about the construction from the figure in BASIC SCUBA. In that illustration it is called a Hi Pressure Nylon Seat, but wondering if it's a nylon insert into a metal carrier or ???
Anyone have an old one that could be photographed and posted here? Thanks for any help or advice.
Divair HP seat
Moderators: captain, simonbeans
Forum rules
Discussion of diving methods and equipment available prior to the development of BCDs beyond the horse collar. This forum is dedicated to the pre-1970 diving.
Discussion of diving methods and equipment available prior to the development of BCDs beyond the horse collar. This forum is dedicated to the pre-1970 diving.
-
antique diver

- Master Diver
- Posts: 2217
- Joined: Sun Dec 10, 2006 12:50 pm
- First Name: Bill
- Location: North-Central Texas
Divair HP seat
The older I get the better I was.
-
swimjim
- Master Diver
- Posts: 1710
- Joined: Thu Mar 23, 2006 12:28 am
- First Name: Jim
- Location: Belgium WI
Re: Divair HP seat
The DivAir HP seat is similar to the Healthways seats, but smaller. I don't want to take mine apart for the same reason you don't. I have been diving mine every season for ten years and it works great. Really don't want to mess with it. I do hope someone has one that no longer works that could be reverse engineered. The DivAir was WAY ahead of it's time and is an exceptional reg!
-
Vancetp

- Master Diver
- Posts: 402
- Joined: Tue Oct 04, 2016 7:26 pm
- First Name: Phillip
- Location: Belmont CA
Re: Divair HP seat
Ha! Dear old Dad was slightly wrong about me! I am good for SOMETHING!
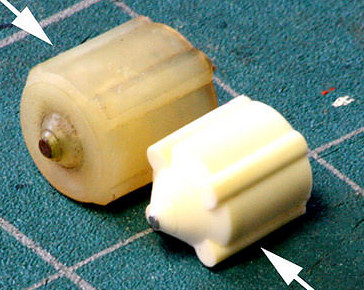
This is a DivAir nylon plunger without ribs. I don't know if it was an aftermarket part or an early Arpin part, but it was in a plastic body reg:
 DSCF1933 by Vancetp, on Flickr[vimeo][vimeo][/vimeo][/vimeo]
DSCF1933 by Vancetp, on Flickr[vimeo][vimeo][/vimeo][/vimeo]
This one has the ridges to position it in the bore. It is in a plastic regulator:
 15236787370_bfd2b91feb_b by Vancetp, on Flickr
15236787370_bfd2b91feb_b by Vancetp, on Flickr
The DivAir plunger is quite a bit larger than the Healthways plungers:
 15128136607_027c4513b3_z by Vancetp, on Flickr
15128136607_027c4513b3_z by Vancetp, on Flickr
The tip is a metal pin. I hope this helps. I currently have 2 DivAirs: one plastic 3rd gen, one alloy 2nd gen. The HP valves, levers, reserve mechanism and all appear to be the same in these two models. I know there are some differences in the 1st gen bronze body reg's reserve but don't know if the HP parts or levers are different. I've never had one of those apart.
This is a DivAir nylon plunger without ribs. I don't know if it was an aftermarket part or an early Arpin part, but it was in a plastic body reg:
DSCF1933 by Vancetp, on Flickr[vimeo][vimeo][/vimeo][/vimeo]This one has the ridges to position it in the bore. It is in a plastic regulator:
15236787370_bfd2b91feb_b by Vancetp, on FlickrThe DivAir plunger is quite a bit larger than the Healthways plungers:
15128136607_027c4513b3_z by Vancetp, on FlickrThe tip is a metal pin. I hope this helps. I currently have 2 DivAirs: one plastic 3rd gen, one alloy 2nd gen. The HP valves, levers, reserve mechanism and all appear to be the same in these two models. I know there are some differences in the 1st gen bronze body reg's reserve but don't know if the HP parts or levers are different. I've never had one of those apart.
-
Vancetp
- Master Diver
- Posts: 402
- Joined: Tue Oct 04, 2016 7:26 pm
- First Name: Phillip
- Location: Belmont CA
Re: Divair HP seat
Seems like one could be made like the un-ridged one. It might be complicated putting ridges on it. If you machined it so there were thin rings at the ends that are bigger than the barrel, you could file away most of them so there were contact points for alignment? I think the metal pin in the end which extends up into the body of the plunger a bit is to keep the tip from distorting. The metal doesn't come in contact the volcano orifice.
You could touch the originals up in a lathe with something very fine if you were careful. Also, I know of at least one person who machined a sleeve to fit into the DivAir valve that allows the use of a Healthways plunger. That seems like an easier approach than making a new plunger?
I know I've said it before, but DON'T TRY TO REMOVE the yoke nut! You will probably break the casting. I've never heard of one coming off!
BTW, for anyone in need, I have a few (50?) fine screens for the DivAir HP valve. Let me know if you need them and I'll mail you some.
You could touch the originals up in a lathe with something very fine if you were careful. Also, I know of at least one person who machined a sleeve to fit into the DivAir valve that allows the use of a Healthways plunger. That seems like an easier approach than making a new plunger?
I know I've said it before, but DON'T TRY TO REMOVE the yoke nut! You will probably break the casting. I've never heard of one coming off!
BTW, for anyone in need, I have a few (50?) fine screens for the DivAir HP valve. Let me know if you need them and I'll mail you some.
-
antique diver
- Master Diver
- Posts: 2217
- Joined: Sun Dec 10, 2006 12:50 pm
- First Name: Bill
- Location: North-Central Texas
Re: Divair HP seat
Vancetp wrote: ↑Fri Nov 16, 2018 1:51 pmSeems like one could be made like the un-ridged one. It might be complicated putting ridges on it. If you machined it so there were thin rings at the ends that are bigger than the barrel, you could file away most of them so there were contact points for alignment? I think the metal pin in the end which extends up into the body of the plunger a bit is to keep the tip from distorting. The metal doesn't come in contact the volcano orifice.
You could touch the originals up in a lathe with something very fine if you were careful. Also, I know of at least one person who machined a sleeve to fit into the DivAir valve that allows the use of a Healthways plunger. That seems like an easier approach than making a new plunger?
I know I've said it before, but DON'T TRY TO REMOVE the yoke nut! You will probably break the casting. I've never heard of one coming off!
BTW, for anyone in need, I have a few (50?) fine screens for the DivAir HP valve. Let me know if you need them and I'll mail you some.
Phillip, The photos and information are a great help!
I think I will go ahead and open it up to service properly, and try to resurface the original if necessary to get it to seal again. I think if all else fails I could make one using your idea of machining it with thin rings at top and bottom for alignment, and carefully filing some away for air passages like the ridges provide in the second photo.
Thanks for the reminder about not removing the yoke nut. I didn't think about that, but I'm sure the electrolysis between the brass and aluminum has that seized up.
I am very appreciative of your time spent for photos and ideas!
BT
The older I get the better I was.
-
Vancetp
- Master Diver
- Posts: 402
- Joined: Tue Oct 04, 2016 7:26 pm
- First Name: Phillip
- Location: Belmont CA
Re: Divair HP seat
No problem, I'm glad I had the info you need. I take pics of all my regs when I take them apart just for this kind of thing. It's great to be able to see what things look like rather than depend on memory..... What was I saying?
Please post a picture of your plunger! Actually, It'd be great to see a thread about your rebuild.
Phil
Please post a picture of your plunger! Actually, It'd be great to see a thread about your rebuild.
Phil
-
antique diver
- Master Diver
- Posts: 2217
- Joined: Sun Dec 10, 2006 12:50 pm
- First Name: Bill
- Location: North-Central Texas
Re: Divair HP seat
I'll post photos when I get a chance to start on the Diveair. May be a while due to kitchen remodel and a small barn cleanup. Ugh, almost forgot about the blizzard of falling leaves to keep up with.
The older I get the better I was.
-
swimjim
- Master Diver
- Posts: 1710
- Joined: Thu Mar 23, 2006 12:28 am
- First Name: Jim
- Location: Belgium WI
Re: Divair HP seat
I've had a couple Al bodied DivAirs and removing the yoke nut was just a matter of PB Blaster and time. I am told though, that the plastic bodied ones were notorious for cracking when the yoke nut was removed. If new seat could be made, I wouldn't mind having a back up. My DivAir is on the short list of regs I use often. It's right up there with my Kraken, Hot DAAM and Snark III Silver.
-
Herman

- VDH Moderator
- Posts: 1317
- Joined: Thu Oct 25, 2007 1:45 pm
- Location: Raleigh NC
-
antique diver
- Master Diver
- Posts: 2217
- Joined: Sun Dec 10, 2006 12:50 pm
- First Name: Bill
- Location: North-Central Texas
Re: Divair HP seat
It will be a while before I get around to the Divair, but remind me later. I know someone who has one that the hp seat is not working, and might be able to borrow that seat. His shop is temporarily closed til sometime in December, but once they are back I think I can get him to loan me the reg to pull the seat out. Making a working seat for him, if possible, would be an appropriate gesture for the generosity he has always shown me.
You should have no problem duplicating it or making a slightly modified version that will work. I think I may even able do it given enough time and patience... maybe.
Remind me!
The older I get the better I was.
-
Herman
- VDH Moderator
- Posts: 1317
- Joined: Thu Oct 25, 2007 1:45 pm
- Location: Raleigh NC
Re: Divair HP seat
Thinking about it, I should give a HW seat a try. I have several of those that I can tinker with and unless I am wrong, besides some size differences, the Divair and HW are basically the same.
Herman
-
Vancetp
- Master Diver
- Posts: 402
- Joined: Tue Oct 04, 2016 7:26 pm
- First Name: Phillip
- Location: Belmont CA
Re: Divair HP seat
Herman,
E-mail sent!
E-mail sent!
-
Vancetp
- Master Diver
- Posts: 402
- Joined: Tue Oct 04, 2016 7:26 pm
- First Name: Phillip
- Location: Belmont CA
Re: Divair HP seat
These could be made with square nylon or maybe delrin stock like the square Mistral seats. The tip with a metal wire in the center for the valve pin would be the complicated part.
-
antique diver
- Master Diver
- Posts: 2217
- Joined: Sun Dec 10, 2006 12:50 pm
- First Name: Bill
- Location: North-Central Texas
Re: Divair HP seat
I didn't think about square stock as starting point. I don't have a mill to work it to correct size, but a "real" machinist (Herman) could do that. For me it would be easier to use round stock on a lathe, and that would also keep the center opening for spring centered.
The metal insert may not be that complicated. I was just thinking of using SS rod stock such as an extra pin cut to appropriate length, and boring a snug blind hole for it to be pressed into.
The older I get the better I was.
-
antique diver
- Master Diver
- Posts: 2217
- Joined: Sun Dec 10, 2006 12:50 pm
- First Name: Bill
- Location: North-Central Texas
Re: Divair HP seat
antique diver wrote: ↑Tue Nov 20, 2018 10:09 amI didn't think about square stock as starting point. Thanks for bringing up new ideas. I don't have a mill to work it to correct size, but a "real" machinist (Herman) could do that. For me it would be easier to use round stock on a lathe, and that would also keep the center opening for spring centered.
The metal insert may not be that complicated. I was just thinking of using SS rod stock such as an extra pin cut to appropriate length, and boring a snug blind hole for it to be pressed into.
The older I get the better I was.
Return to “Classic Vintage Diving”
Who is online
Users browsing this forum: No registered users and 41 guests